
材料燃烧测试及技术解决方案一站式服务平台

热线电话:
0512-69153465
在注塑成型的若干常见问题及解决方案(上)中我们介绍了有关注塑成型中出现的部分问题原因及解决方案,今天我们将继续介绍如分层、流线、凹槽、各种条纹及应力白化等问题原因及解决方案。
问题10:分层
分层,有时称为层压或分层,是模制部件的表面可以逐层剥离的缺陷。类似于片状云母上。这通常被认为是相当严重的缺陷,因为它会降低组件的强度。
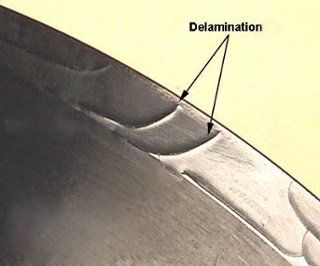
分层的最常见原因是树脂颗粒或其他基材与异物的污染。当两种材料不能正确粘合时会产生片状分离。例如,将普通的基础塑料(如丙烯腈丁二烯苯乙烯(ABS))与不相容的塑料(如聚丙烯(PP))结合使用。
可能原因:
高剪切应力
不相容的材料混合在一起
过度使用脱模剂
过多的水分加热并形成蒸汽,从而导致表面分层。
材料降解
过高的注射速度,停留时间或熔体温度造成的。
不正确的螺钉或浇道系统设计也可能导致材料退化。
解决方案:
消除降解和剪切应力过大
降低剪切应力
消除过多的水分
材料供应商可为特定材料提供最佳干燥条件。
减少回收材料
避免过度使用脱模剂
修理排出系统或其他问题,以消除脱模困难,而不是过度使用脱模剂。
避免材料污染
11、流线
流线表现为波浪形图案,通常与周围区域的颜色略有不同,并且通常在模制组件的较窄部分上。它们也可能表现为靠近模具入口点的产品表面上的环形带,或熔融材料流过的“浇口”。流痕通常不会影响组件的完整性。但是,如果在某些消费品(如高端太阳镜)中发现它们,它们可能会很难看,并且可能无法接受。
流线通常是材料冷却速度变化的结果,因为它在整个模具中以不同的方向流动。壁厚的不同也会导致材料以不同的速率冷却,从而留下流线。例如,熔融塑料在注射过程中非常快速地冷却,并且当注射速度太慢时流动痕迹很明显。在仍然充满模具的同时,塑料变得部分坚实并且胶粘,导致出现波纹。

解决方案:
提高注塑速度,压力和材料温度,以确保材料在冷却前充满模具
增加围绕拐角处模具的壁厚,以帮助保持流量一致并防止流线
重新定位模具浇口以在它们与模具冷却剂之间形成更多的距离,以帮助防止材料在流动过程中过早冷却
增加喷嘴直径以提高流速并防止早期冷却
12、凹槽
凹槽是一种表面缺陷,其中“环”出现在模制零件的表面,主要是在针点浇口附近并同心地扩散到模制件上。

可能原因:
库存温度不足
注射速度不足
模具温度太低
注塑口位置或设计不当
13、空气条纹
模制零件中的空气条纹在模制零件表面呈现出无光泽,银色或白色条纹(条纹)。它们通常可以在穹顶,肋以及模制部件的壁厚可能变化的地方找到。它们也可以出现在浇口附近或靠近雕刻和凹陷处。

可能原因:
排气不足
注射速度过快
空气回吸
材料过度潮湿
模具温度太低
14、潮湿条纹
模制部件的表面可能会出现潮湿条纹,因为U形轮廓会逆着流动方向打开。它们通常表现为银色条纹,表面粗糙或多孔。由模具表面上的湿气引起的水分条纹表现为大且无光泽的层状结构。

主要原因是树脂中的水分和模具表面的水分凝结。
解决方案;
降低树脂中的水分含量
15、颜色条纹
由于颜色颜料在产品中的不均匀分布或模塑产品中各向同性颜料的不同取向,颜色条纹可能会出现在彩色部件上。热效应(颜料降解)也会导致物品上出现不同的颜色阴影。

可能原因:
颜色分散或分布不充分
不正确的母料
设计不当
缺乏分散的润滑剂
温度过高
注射压力过高
16、应力白化
应力白化是由于内部和外部应力引起的聚合物材料中的应力开裂引起的。在PP中,应力增白通常伴随共聚物作为基质和橡胶相之间的微裂纹出现。典型的外观位置是脱模点。由内部应力引起的应力裂纹通常可能在模制部件的松弛过程的生产之后几天甚至几周出现。

可能原因:
塑料自身的特性(共聚物,耐冲击性等)
由成型条件引起的残余应力(例如:熔体温度,零件设计,树脂流动行为等)
耐化学性(ESCR)
17、光泽差异
光泽差异通常由于模制部件的壁厚差异以及随后在不同区域的不同冷却速率而出现。

可能原因:
模具表面的流动性
加工温度
可变的冷却条件
模具中残留应力
18、粘在模具中
模塑件可能粘在模具中,无法正确弹出。这通常发生在收缩水平太低或太高以致不容易喷射,或者模制品的形状和表面光洁度在模具本身中产生“粘着”效应的情况下。
可能原因:
外包装 - 注射压力太高
底层包装 - 过度收缩
冷却不足
高度抛光的核心表面>拉丝抛光
模具表面不规则
中心和墙体锥度不足
退刀槽设计不合理
需要注意的是,注塑过程中出现的问题及解决方案并不是唯一的,还受机器使用,机器设置,模具类型和复杂性,材料以及制造环境的影响。
通常,注塑制造需要对模具进行大量的前期投资。因此第一次设计模具尤其重要,尽量避免在发现严重缺陷后重新设计。与之对比,成型工艺或材料有关的缺陷往往更容易解决,成本也更低。但无论原因如何,模塑产品的缺陷都会极大地限制了模制器件的生产。以上18类常见的注塑成型缺陷问题及解决方案,相信对于确保注塑产品顺利合格的生产一定会有些帮助。
塑道学苑通过不断创新,努力成为火安全材料领域一站式服务品牌领导者。充分融合移动互联新技术的优势,坚持内容价值性导向的原则,致力于带给行业人崭新的知识学习体验、专业的产品技术服务、全面的产业思维提升,让更多业内人士专业知识储备获得提高,产品技术问题获得解决,企业核心竞争力获得提升。迄今,塑道学苑已推出内容传播,交流培训,材料检测三大品牌服务。咨询热线:0512-62982691
更多信息请访问塑道学苑官方网站:www.sudaoxy.com
