
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
在日常注塑过程中我们经常会遇到各种各样的质量问题,注塑产品的质量问题包括轻微的表面缺陷和更严重的质量问题,从而影响产品的性能和安全。它们通常是由成型工艺,材料使用,模具设计或三者结合的问题所引起。最佳的工艺设置对于最终生产率水平,零件质量和最终注塑成本至关重要。今天我们系统性的来解答一下常见的注塑问题及解决方案。

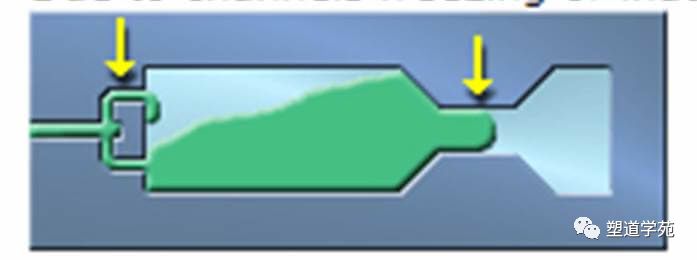
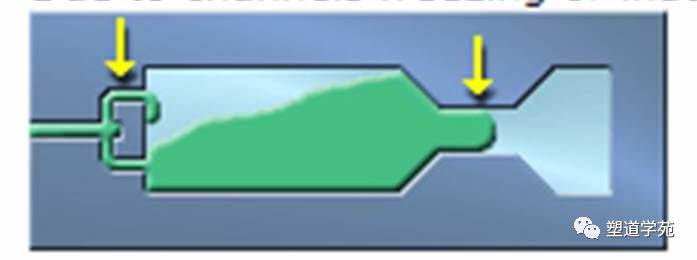
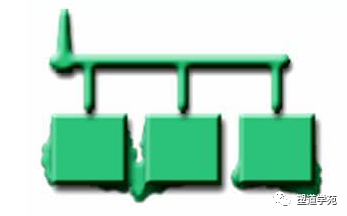
问题1:短射
当熔融材料流没有完全填充模具中的空腔时发生短射,结果是冷却后模制部件不完整。这种影响通常远离浇口,特别是涉及较长的流动距离,薄壁(或组合),或由聚合物填充的模制部件,导致产品功能或外观上有缺陷。

常见原因可能是:
-
注入的材料量不足
-
注射填充速度不足
-
压力不足
-
注射时间不足
-
不平衡的多腔模具
-
异物堵塞喷嘴
-
注射温度太低
-
浇口或通风口太小
-
模具温度太低
-
螺杆,机筒过度磨损
解决方案:
-
用更宽的通道或闸门重新设计模具以获得更好的流动性
-
提高注射速度或压力或选择较薄的基材以改善流动性
-
提高模具温度以防止材料过快冷却
-
增加额外的通风孔或扩大模具内的现有通风口,以使被困空气逸出
问题2:喷射
喷射是指模制部件中的一种变形,当注入熔融材料的初始“射流”注入模腔中时,该模腔内的空气在腔体填充之前开始凝固。喷射通常表现为成品部件表面的波浪线,通常从注射的初始浇口开始。这种可见的流动模式可能会导致部分软弱。

造成这种现象的原因是当熔融聚合物或其他材料在高压下通过小浇口注入时,它通常会迅速从浇口喷出,而不是逐渐填充模腔。当这种材料的第一行冷却模具壁并开始变硬时,剩余的模具材料将其推动,在成品部件的表面留下印痕。
解决方案:
-
降低注射压力以防止材料快速喷入模腔
-
增加材料和模具温度以防止初始材料射流早期凝固
-
使用注射浇口设计模具,使材料穿过模具而不是纵向
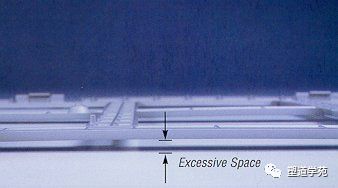
问题3:闪光
闪光(也称为“喷溅”或“毛刺”)是多余的模制材料,其在组件边缘处呈现为薄唇或突起。出现闪光是因为材料已流入预定流道的外部并进入工具板之间的空间或喷射器针脚处。闪光通常出现在接缝,密封面,排气通道或喷射器附近。

常见原因可能是:
-
注射压力过高(填充或包装)
-
模具表面上的异物(污染物,污垢等)
-
注塑和模具温度过高
-
树脂熔体粘度太低
-
关闭模具的表面不匹配
解决方案:
-
如果钢板不能适当地配合在一起或允许材料流出通道,则可以重新设计模具
-
增加板夹持力以限制材料流向通道
-
调整模具温度,注塑压力和通风以改善材料流动
问题4:水槽痕迹
水槽痕迹是表面的美学缺陷。它们表现为凹陷,通常出现在模制件的较厚部分。根本原因通常是在结晶过程中材料的收缩。

沉降痕迹主要由冷却过程中的热收缩(收缩)引起。外部材料冷却并固化后,内部材料开始冷却。它的收缩将外部材料(表面)向内拉,造成水槽痕迹。
常见原因可能是:
-
注射压力不足
-
保压时间不足
-
材料量不足
-
冷却或注射时间不足
-
注射速度过高
-
熔体或模具温度过高
-
零件设计不佳,不统一的墙壁和/或过度的壁厚
解决方案:
-
增加保持压力和时间以使零件表面附近的材料冷却
-
增加冷却时间以限制收缩
-
用较薄的组件壁设计模具,以便在表面附近进行更快的冷却
问题5:空洞(气泡)
空洞在模制品中表现为小气泡或气泡,通常由空气,气体或真空产生。如果物品高度透明,则空隙变得更加明显。空洞的主要原因之一是模塑压力不足以迫使截留的空气离开模腔。

常见原因可能是:
-
未能完全填充模具
-
模具排气不良,特别是在凸出物周围
-
填充率过快(被困空气产生短射击)
-
模具温度不匹配
-
部件厚度过大
-
包裹着水分
-
吸收空气的多孔或非常细的添加剂粉末包裹空气
解决方案:
-
提高注射压力以强制截留气泡
-
选择粘度较低的材料来限制气泡形成的风险
-
将浇口放置在模具最厚部分附近,以防止材料最容易受到空隙的过早冷却
问题6:翘曲
当部件的不同部分收缩不均匀时,翘曲是注塑产品可能发生的变形。正如木材在干燥不均匀时会发生翘曲一样,塑料和其他材料在冷却过程中会发生翘曲,因为不均匀的收缩会对模塑部件的不同区域施加不必要的压力。这种不适当的压力会导致成品零件在冷却时弯曲或扭曲。注塑塑料和类似材料翘曲的主要原因之一是冷却发生得太快。熔融材料的温度过高或导热系数低可能会使问题恶化。
解决方案:
-
确保冷却过程是渐进的和足够长的时间,以防止材料受到不均匀的应力
-
降低材料或模具的温度
-
尝试切换到在冷却过程中收缩较少的材料(例如,填充颗粒的热塑性塑料收缩率远低于半结晶材料或未填充的等级)
-
重新设计具有均匀壁厚和部分对称性的模具,以确保冷却过程中零件的更大稳定性
问题7:烧伤痕迹
烧焦痕迹是由注塑过程中聚合物降解引起的缺陷,在模制塑料部件的边缘或表面上出现黑色或锈色变色。

常见原因可能是:
-
注射压力过高
-
注射速度过高
-
背压太高
-
温度过高
-
排气不足
-
流道位置或设计不当
-
其他材料污染
解决方案:
-
降低熔体和模具温度以防止过热
-
降低注射速度以限制模具内空气滞留的风险
-
放大气体通风口和大门,使被困空气逃离模具
-
缩短模具周期时间,以便任何空气和树脂都不会过热
问题8:变色
当模塑部件是不同于预期的颜色时,发生变色或“色斑”。通常变色局限于模制部件上的局部区域或几条不正常的颜色。这种缺陷通常影响零件的外观而不降低其强度。

变色的常见原因是料斗中的剩余颗粒或先前生产过程中喷嘴或模具中的残留树脂。其他可能的原因是着色剂的热稳定性差或者母料不适当混合。
解决方案:
-
确保工人 在生产运行之间正确清洁料斗,喷嘴和模具 ,以消除任何残留的颗粒或基材
-
考虑使用清洗剂去除机器上多余的颜色
-
确保您或您的供应商使用具有足够热稳定性的着色剂
-
确保色母均匀混合以获得一致的色彩输出
问题9:焊接线
焊接线代表模塑零件中的光学和机械缺陷。焊接线通常出现在注塑过程中聚合物流动在一起的区域。由于注射期间的流动湍流而出现流痕。焊接线可出现在熔融材料在模具中分裂成两个或更多方向后会聚的模制部件的表面上。毛发状的焊接线是材料粘合力弱的结果,这降低了部件的强度。

常见原因可能是:
-
注射温度太低
-
模具温度不均匀或太低
-
模具填充太快或太慢
-
模具脱模剂或润滑剂太多
-
模具表面被划伤或不干净
-
填充速度和/或时间太低
-
排气不足
解决方案:
-
增加材料温度以防止局部凝固
-
在材料填满模具之前,提高注射速度和压力以限制冷却
-
重新设计模具以消除分区
-
切换到熔点较低或粘度较低的材料,以便更快流动并防止早期冷却
塑道学苑通过不断创新,努力成为火安全材料领域一站式服务品牌领导者。充分融合移动互联新技术的优势,坚持内容价值性导向的原则,致力于带给行业人崭新的知识学习体验、专业的产品技术服务、全面的产业思维提升,让更多业内人士专业知识储备获得提高,产品技术问题获得解决,企业核心竞争力获得提升。迄今,塑道学苑已推出内容传播,交流培训,材料检测三大品牌服务。咨询热线:0512-62982691
更多信息请访问塑道学苑官方网站:www.sudaoxy.com