
上周,与一位行业朋友在聊天,得知他在开发一款无卤阻燃母粒,产品性能和颜色都没问题,但在造粒过程中发现原来白色母粒中不仅出现了黑点,而且聚合物经由双螺杆挤出机挤出后,料条在进水之前容易产生断条现象,为此这位朋友头疼不已。

事实上,在改性塑料开发和生产中,我们经常会遇到挤出造粒后出现黑点和断条问题。今天,我就来给大家简要的分析一下:为什么塑料挤出造粒过程中出现黑点以及断条现象以及相应的解决方法。
在抽粒的过程中,碰到所抽好的颗粒出现黑点是一个比较常见的问题,尤其是在彩色、浅色产品上表现尤为突出。
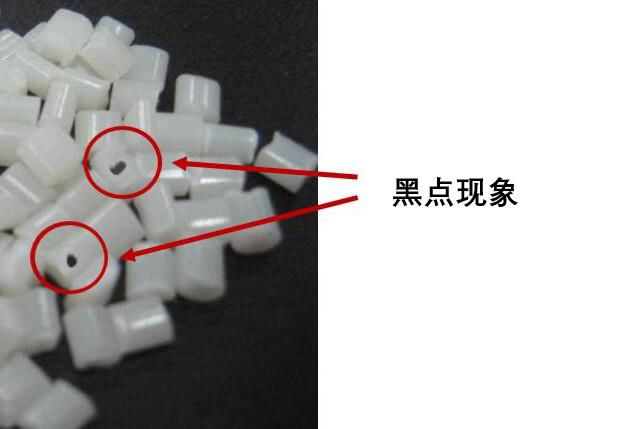
那么,黑点的产生原因究竟是啥?解决方案又是啥呢?
原因一:塑料原料中包含杂质
尤其是黑色的杂志。黑色的杂质与塑料原料一起经过挤出机剪切、混合并造粒,会在粒子表面,或里面出现类黑色的痕迹。通常原料在采购过程中包含杂质的可能性不是太大,最可能的原因是受生产环境的影响,导致外来杂质混入原料和成品中。
解决方案
注意生产环境和操作流程,避免外来杂质混入原料和成品中。同时在造粒前,可以人工或选色机选出黑色塑料。
原因二:挤出机未清洗干净
为什么有时候用原料造粒(无任何添加剂时)也会出现黑点呢?这是因为塑料熔体对机筒有较强的粘附作用,这就导致了总会有一层薄薄的塑料熔体牢牢地粘附在挤出机的机筒和机头内壁以及螺杆上,在停机后设备自然冷却降温和下次加温过程中,逐步变黄、变焦成为碳化物。由于设备是金属结构,与塑料的热膨胀率差别较大,已经碳化的塑料对金属的附着性降低,容易从塑料造粒机的机筒内壁、机头内壁和螺杆上脱落,混入塑料熔体中,造成制品内外壁黑点多。
解决方案
必须快速地清理机内碳化物,需使用料性比较硬的塑料加白矿油清洗,温度适当加高5~10度,温度高时,清洗对象会较容易软化,从而变得容易脱落,有利于碳化物被塑料熔体带出,达到清洗目的。在清洗过程中,挤出机的转速在低速和高速之间反复多次,反复停止和重新启动机器多次,以便进一步提高清洗效果。当熔体中碳化物明显减少时,就更换平常用的塑料清洗到干净为止,逐渐调整到合适温度,开始正常生产。
原因三:助剂的影响
可能使用了与基体材料不匹配的助剂,如助剂不能耐受树脂的加工温度,助剂与树脂之间发生化学反应等。
解决方案
选择更合适的塑料助剂。
原因四:挤出过程中的工艺问题
1、螺杆局部过热、剪切太强:螺杆局部过热和剪切过强都会造成物料局部温度过高,严重时导致物料碳化,碳化物被带到料条中,形成黑点。
2、机头压力太大(包括堵塞、机头温度低等):机头压力大,就会造成机头物料回流加重,严重时会导致机头物料碳化,形成黑点。
3、机台老旧,螺杆与套筒间隙增加:随着机器使用时间过久,螺杆与套筒间的缝隙会增大,大量的物料会长期残存在缝隙间,发生碳化,形成黑点。
4、自然排气口和真空排气口长时间不清理:在生产过程中,排气孔对逐步形成物料堆积,堆积的物料会缓慢碳化,在随后的挤出造粒时被带到料条中,形成黑点。
解决方案
调整挤出机的温度、螺杆转速,并适时的清理排气孔和机头以及防止因设备老旧导致螺杆与套筒间的缝隙增大。

在水拉条塑料造粒机中,聚合物经由双螺杆挤出机挤出后,料条在进水之前容易产生断条,导致无法正常抽条造粒。这到底是什么原因导致的呢?又有什么好的解决方法?
原因一:混料不均或含有较多的杂质
1、混料不均通常时导致断条的一个主要原因,举个极端的例子来说,粉体助剂与树脂没有混合,导致树脂能正常挤出,但到了粉体时就会挤出粉末,无法因为被树脂包覆而形成长条。解决方法是将原料与树脂充分的混合。
2、混入较多杂质是另外一个原因,尤其是当杂质与树脂之间不能很好的融合且颗粒较大时导致在有杂质的地方出现断条。
原因二:基本工艺问题
1、真空口是否有真空,一般像尼龙加纤之类的料如果没有真空的话是会断条的
2、温度设置过高,造成塑料或者加工助剂出现分解,如做无卤阻燃PBT的时候如果温度过高会出现无卤阻燃剂降解造成炸条出现。
3、螺杆转速太快喂料速度太慢,造成机头压力不够造成拉条困难。
4、挤出温度偏低或螺杆剪切太弱,物料以及低熔点助剂未充分塑化,在挤出造粒时也会在塑化不良的物料处发生断条。
5、自然排气或真空排气不畅(包括堵塞、漏气、垫片太高等)。如助剂分解释放出气体,如果这些气体未能及时排出,在挤出时包裹在物料中也容易造成断条。物料受潮严重,加工时如果水汽未能及时排出,汽体困在料条中,造粒时也会造成断条。
6、物料由于工艺条件(如温度、螺杆转速、压力、机器使用年限长等,具体可查看上文中的黑点原因)等原因导致碳化,碳化物与物料不能充分混合造成在碳化物处发生断条情况。
原因三:物料刚性大、牵引不得当
刚出机头的物料料很软,对于刚性物料而言,过水则立刻变得非常硬,物料从软到变硬的过程如果牵引不得当,就会造成断条。这种现象常出现在PBT或PET加玻纤、PC、PS、AS加玻纤、ABS加玻纤等结晶速度非常快或刚性非常大的料加工的时候。此时提高水温、降低过水量,让进入切粒机的料条保持适度柔软度,就可解决。
以上仅是常见的改性塑料造粒中黑点、断条原因分析与解决办法。在实际研发和生产过程中我们要结合具体的原料、机器和开发产品的性质适当的调整生产工艺,以满足产品开发和生产过程中不出现黑点和断条现象。
塑道学苑通过不断创新,努力成为火安全材料领域一站式服务品牌领导者。充分融合移动互联新技术的优势,坚持内容价值性导向的原则,致力于带给行业人崭新的知识学习体验、专业的产品技术服务、全面的产业思维提升,让更多业内人士专业知识储备获得提高,产品技术问题获得解决,企业核心竞争力获得提升。迄今,塑道学苑已推出内容传播,交流培训,材料检测三大品牌服务。咨询热线:0512-62982691
更多信息请访问塑道学苑官方网站:www.sudaoxy.com